
磨削技术
数控平面磨床返回基准点故障 |
| 发布时间:2020/7/19 |
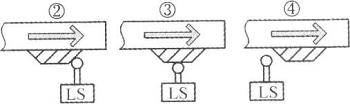
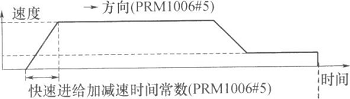
| 数控数控平面磨床基准点的坐标值是相对于数控平面磨床零点设置的,是联系数控平面磨床坐标系和工件坐标系的关系点,每次启动数控平面磨床,都要进行返回基准点操作。目前,返回基准点主要有使用脉冲编码器(或光栅尺)的栅格法和使用磁感应开关的磁开关法两种。磁开关法因有定位漂移而较少应用,常用的是栅格法。 1.栅格法返回基准点控制原理 采用增量式光电脉冲编码器或光栅尺返回基准点的方法称为增量栅格法。为保证准确定位,在到达基准点之前必须使数控数控平面磨床的伺服系统自动减速,因此在数控数控平面磨床工作厶I=1上安装有减速挡块及相应的检测元件。下面,以FANUC Oi系统的数控数控平面磨床为例,简要叙述挡块式增量栅格法返回基准点的控制原理和工作过程,如图所示。 快速进给速度 Vl(PRMl420)慢速进给速度 V2(PRMl425)
快速进给速度参数(PRMl420)、慢速进给速度参数(PRMl425)、加减速时间常数(PRMl620)、栅格偏移量参数(PRMl850)等分别由数控系统的相应参数设定。编码器除产生反馈位移和速度的脉冲信号外,还每转产生一个零标志信号即基准信号PCZ。数控平面磨床返回参考点的操作步骤如下。 (1)将方式开关拨到“回零工作方式”挡,选择要返回基准点的轴,按下该轴正向点动按钮(+J),该轴先以快速移动速度(V1)移向基准点减速开关,如图中①。②的过程。 (2)当安装在工作台下面一起运动的减速挡块压下减速开关触点时,如图中②_③的过程,减速信号(术DEC)由通(ON)转为断(OFF)状态,工作台进给减速,按参数设定的慢进给速度(V2)继续移动。减速可降低移动部件的运动惯量,使得停留位置准确。 (3)栅格法是采用脉冲编码器上每转出现一次的栅格信号PCZ来确定基准点,该信号也称为一转脉冲信号,当减速挡块释放检测开关时,如图6—1中③_④的过程,减速信号由断(OFF)转为通(ON)后,数控系统将等待编码器上的第一个栅格信号的出现。该信号一出现,工作台运动就立即停止,以此位置作为数控平面磨床基准点,同时数控系统发出基准点返回完成信号,基准点灯亮,表明数控平面磨床该轴返回基准点成功。 需要注意的是,栅格信号(GRID)并不是编码器直接发出的信号,而是数控系统在一转信号PCZ和软件共同作用下产生的信号。FANUC公司使用栅格信号的目的,就是可以通过调整栅格偏移量(FANUC 01中由PRMl850号系统参数设定),在一定范围内灵活调整数控平面磨床基准点位置。数控数控平面磨床使用中,只要不改变脉冲编码器与丝杠间的相对位置或不移动基准点挡块和检测开关调定的位置,栅格信号就会以很高的重复精度出现。 数控平面磨床不能正确返回基准点是数控数控平面磨床常见的故障之一。下面介绍几种数控平面磨床在返回基准点时的故障。 2.数控平面磨床不能返回基准点 数控平面磨床不能返回基准点,一般有三种情况: (1)偏离基准点一个栅格距离。造成这种故障的原因有三种:①减速(板)挡块位置不正确;②减速挡块的长度太短;③基准点用的接近开关的位置不当。该故障一般在数控平面磨床大修后发生,可通过重新调整挡块位置来解决。 (2)偏离基准点任意位置,即偏离一个随机值。这种故障与下列因素有关:①外界干扰,如电缆屏蔽层接地不良,脉冲编码器的信号线与强电电缆靠得太近;②脉冲编码器用的电源电压太低(低于4.75V)或有故障;③数控系统主控板的位置控制部分不良;④进给轴与伺服电机之间的联轴器松动。 (3)微小偏移。其原因有两个:①电缆连接器接触不良或电缆损坏;②漂移补偿电压变化或主板不良。 例 一台使用FANUC 0i TB系统的数控车床,z轴方向加工尺寸不稳定,系统无报警显示。 故障分析与处理:检查传动系统间隙、伺服系统的稳定性、返回基准点动作以及编码器信号均正常。再检查相关机械结构,发现减速挡块紧固螺钉松动,挡块移动,导致返回基准点无规律漂移,Z轴方向加工尺寸超差,工件报废。调整、紧固减速挡块后故障消失。 3.数控平面磨床在返回基准点时发出超程报警 这种故障有两种情况: (1)无减速动作,无论是发生软件超程还是硬件超程,都不减速,一直移动到触及限位开关而停机。可能是返回基准点减速开关失效,开关触头压下后,不能复位,或减速挡块处的减速信号线松动,返回基准点脉冲不起作用,致使减速信号没有输入到数控系统。 (2)返回基准点过程中有减速,但低速移动到触及限位开关而停机。可能原因有:减速后,返回基准点标记指定的基准脉冲没出现。其中,一种可能是在返回基准点操作中没有发出返回基准点脉冲信号;或返回基准点标记失效;或由基准点标记选择的返回基准点脉冲信号在传送或处理过程中丢失;或测量系统硬件故障,对返回基准点脉冲信号无识别和处理能力。另一种可能是减速开关与返回基准点标记位置错位,减速开关复位后,未出现基准点标记。 4.数控平面磨床在返回基准过程中状态发生变化 数控平面磨床在返回基准过程中数控系统突然变成“NOT READY"状态,但CRT画面却无任何报警显示。出现这种故障也多为返回基准点用的减速开关失灵。 5.数控平面磨床在返回基准点过程中报警 数控平面磨床在返回基准点过程中发出“未返回基准点"报警,其原因可能是改变了设定参数所致。 某台数控加工中心,在B轴进行返回基准点操作时,也能够快速移动后转为低速移动,但找不到基准点。 根据故障现象,首先检测伺服系统和测量系统,经查均正常。数控系统返回基准点指令也正确。通过观察I/O接El状态,可见减速开关信号米DEC也正常。用显示器检查B轴测量系统所用的脉冲编码器信号,发现无零标志信号PCZ输出。由此可以确认故障是由于脉冲编码器零标志脉冲丢失所致。拆开脉冲编码器检查,发现油污染严重,用无水酒精清洗脉冲编码器后,重新装机试车,数控平面磨床恢复正常工作。 |
产品展示
联系我们
公司地址:南通市通州区通扬南路588号
联系电话:0513-87119922
联系人:李先生
手机:15606292777
邮箱:sales@nt2mt.com
网址:http://www.pingmianmochuang.com
联系电话:0513-87119922
联系人:李先生
手机:15606292777
邮箱:sales@nt2mt.com
网址:http://www.pingmianmochuang.com