
磨削技术
如何改进立轴圆台平面磨床,以满足出口技术需求 |
| 发布时间:2020/7/6 |
| 为了让立轴圆台平面磨床能进入国际市场,对磨削精度,进给灵敏度,外形和防漏等方面进行了全面的质量攻关,使之更上一层楼。 一、磨头的改进 不同国家不同地区所使用的电源电压和电源频率是不一样的。因此,为适应不同国家,不同地区的用户的需要,各电机生产厂常生产有使用不同电源电压和电源频率的电机。如:日本日立公司生产的EFOTFO系列笼型转子异步电动机,就有电压为200V、380V、415V,400V和440V电源频率为50Hz或60Hz 的不同参数的电动机。所釆用的使用电源电压和电源频率的不同,其外形轮廓也将随之有所不同。因此,为了适应出口的需要,立轴圆台平面磨床也应按用户的需要配备具有与之相适应的电源电压和电源频率的磨头。 出国立磨磨头宜按IEO国际电工标准配用电机,使之具有国际通用的特性,具有通用性和互换性好的优点。 除电机转子带有冷却风扇外,M7475B磨头的磨头体采用双层壁结构,内外壁间通冷 却液,对磨头电机实行“水套”冷却;主轴釆用空心轴结构,也通有冷却液,对磨头电机实行芯部冷却,加上内,外冷却液来自同一只水箱,故还能起到电机内外温度均化的目的,减少了整机的热变形误差。 采用低噪戸电机 为了降低噪声,在设计低噪声电机时可采取下列措施: 1)改善定子和转子槽数的组合 2)使用全封闭槽的转子 3)改善通风方式,减小冷却风扇的直径。 4)采用具有适当间隙的轴承 5)安装消声器。 6.预防电机过热 出口磨头电机大多采用F级绝缘绕组,其最高允许温度为155P。因此,必须慎重地力W以控制。 由于故障而使电动机过热的原因,可能有如下几种: 1)三相异步电动机单相运转 2)电动机绕组层间短路 3)电动机绕组接地 4)电源电压高于或低于电动机的额定电压 5)三相异步电动机的电源电压不平衡 6)电动机在过载情况下运转 7)通风不良 8)冷却效果差 9)转子磨擦定子的内腔 二、垂直进刀灵敏度的提高及垂直进刀手轮力的降低 提高立柱和磨头体导轨工作面的平面度和相互平行度(由原来的0.03mm提高到 0.015mm)。提高磨头塞铁的平直度(从0.03 mm提高到0.02mm)。 提高垂直抵给系统齿轮和蜗轮的制造及装配精度,齿轮普遍以磨齿代替原来的滚齿。 提高相配件精度,降低垂直进给手轮的 手轮力及轻重现象。 三、改善机床的外观质量 机床各铸件、零部件间的结合面应进行修平,允差0.5mm。立柱与床身;垂直进给机构箱体与立柱上的方框面;磨头体与顶罩等都应进行结合面错边修平。 冷作件要平整,棱边挺直,贴合面应无缝隙,允差0.5mm。电气箱门盖与箱体表面间应齐平。 出口磨床的冷作件,一般均由日本进口的数控冲裁机进行裁机(AMADA EEGA-204040)冲裁,明显地提高了冷作件的质量,使机床外观质量得到了改善。 电缆线油管及水管等应排列整齐,裁去国际过长部分 采用二次油漆工艺 机床预装整形后进行初漆,重新拆装后,进行总装试车,全面合格一后,再次拆散至全部油漆面可进行复漆为止。出国机床的二次油漆将给人以漆面色泽明亮,色调统一和全新干净的感觉。当然,色种的选择应符合用户的需求和爱好,按合同配色。 四、消除机床漏油 1、改善圆工作台面导轨处的动力溅油拦油圈 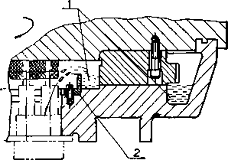 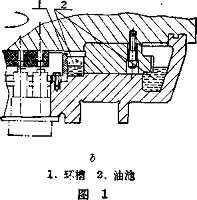 M7475B工作台面圆导轨采用浸油润滑环形平导轨(图0)。当圆工作台面以7,14,28 r/min进行高速旋转时,将会出现严重的润滑油溅溢现象,太低的拦油圈,肯定拦不住溅起的润滑油而导致磁台面直流电刷系统沾油或通过 床身流入工作场地。实践表明:增高拦油圆环槽(图打)有效地止住了该漏油源。 为了改善出口M7475B立轴圆台平磨各运动付的润滑条件,延长该机的使用寿命“ 该机采用了能定时预选定量地自动对各运动付进行润滑的集中润滑油站代替原来的手掀油泵。集中润滑油站在立柱,磨头导轨付、垂直升降丝杠螺母付、滑鞍移动机构齿轮、齿条付等各润滑点的应用,难免会出现不少废油,上述各润 滑点溢出的废油,最终都将汇聚到床身的上平面上。随着机床运行时间的积累,床身上平面上的废油将越积越多,就形成了第二个不容忽视的漏油源。为此,我们在床身上平面上设置了拦油坝,使汇聚拢来的废油都集中在拦油坝内, 然后进行导向回油至油池。拦油坝形状如图2 所示。从而有效地堵住了这股漏油。 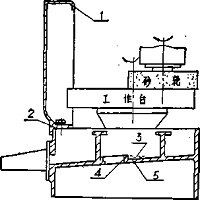 1.导流曲面2.盖住缝隙3.润滑 废油4.栏油坝5.集油点 图2 提高工作台面回转运动变速箱等各油池盖板结合面的平面度,严格控制结合面处螺孔深度,严防钻通、防止漏油。 五、加强冷却液的防漏措施 M7475B平面磨床磨削高效率,必然会出现严重的磨削发热。为此,该机设置了大流量的冷却系统;冷却水箱的容积为900L;冷却泵流量为100L/mino该机的漏水及水雾问题一直是人们最感头痛的问题。为了防漏消雾宜采取以下几个措施: 1、在乳化液中添加少量的二甲基硅油(用量为百分之几),使冷却液消泡、少雾、改善冷却效果。 2、各防护用冷作件设置合理的导流曲面,使四溅的冷却液,在降低动能后,仍能沿着导流曲面返回到磨削区,而不向罩壳的缝隙处逃逸。 (图2) 3、尽可能加长拦水板,增设辅助盖板,使拦水板能盖过有可能进水的接合面缝隙,这对磨削区四周的防护罩尤为重要(图2)。 4、正确布置冷却液进出水管的安装位置,防止磨头上端面漏水。磨头上端面漏水,将导致冷却液溢向磨头电机,使电机受潮、烧伤。试车中发现这样一个技术问題:磨头水套进水口放在上面好呢? 还是放在下面好?(图3)。 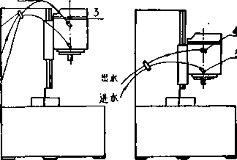 a.改进前 b.改进后 图3 1.抱箍2.进水最高水位 3.上端盖溢 水线4.回水口 5.进水口 试验的结论是:进水口放在上面,出水速度快,可以减少磨头体上端面溢水的危险性;但若 出水快于进水,则可能出现磨头水隔层处失水的问题,恶化水套的冷却效果。 进水口放在下面,可以保证磨头水套室在上接水口(出水口)位置之下,始终处于满水状态——这是显而易见的。冷却水要回水,其水位必须满过上接水口。当然,当进水速度大于出水速度时,也有可能出现上端盖端面处溢水的问题。为了堵绝下进水,上出水状态下的磨头体上端面溢水问题,必须做到岀水管孔径比进水管孔径大。 在水管布线时必须注意以下几点: 1)安装在立柱上的冷却水管抱箍位置应处于低于下极限位置时的磨头体上之上水管接 头位置。 2)磨头钵上之水管接头,上面一只应为出水口,下面一只应为进水口。 3)出水口之孔径应比进水口的孔径大。 六、提高主轴的轴向窜动及径向跳动的精度 主轴的轴向窜动及径向跳动,对M7475B的磨削精度影响很大。故在磨头体,前轴承座及主轴等主要零件加工时,必须按中间公差保证图纸所要求的各同轴度及垂直度要求;三只成一组的160x290x48/D46232径向止推轴承必须经过选配,以保证对主轴轴径有最佳的配合关系。 七、出国机床对技术文件的要求 随机技术文件一般包括"装箱单"、"合格 证”及“使用说明书"等。在机床出国之前还得通过商检。因此,机床装配时内部使用的''刮研 精度要求,精度检査及性能检査记录"等文件,也应有严格的质量要求,釆用打印的形式。内容力求符合各种新标准,且全面正确。 八、结束语 M7475B立轴圆台平面磨床的出口改装实践表明:适应海外客户的需要、改造老产品, 使之质量升级,实现岀口,是产品进入世界市场的一个有效途径。 |
产品展示
联系我们
公司地址:南通市通州区通扬南路588号
联系电话:0513-87119922
联系人:李先生
手机:15606292777
邮箱:sales@nt2mt.com
网址:http://www.pingmianmochuang.com
联系电话:0513-87119922
联系人:李先生
手机:15606292777
邮箱:sales@nt2mt.com
网址:http://www.pingmianmochuang.com